歡迎光臨 [ 無(wú)錫市盛鈦科技有限公司 ] 官網(wǎng)!
返回首頁(yè)網(wǎng)站地圖

無(wú)錫市盛鈦科技有限公司主營(yíng)產(chǎn)品:鈦板 鈦棒 鈦管 鈦盤(pán)管
咨詢(xún)熱線
13706175996
無(wú)錫市盛鈦科技有限公司主營(yíng)產(chǎn)品:鈦板 鈦棒 鈦管 鈦盤(pán)管
13706175996

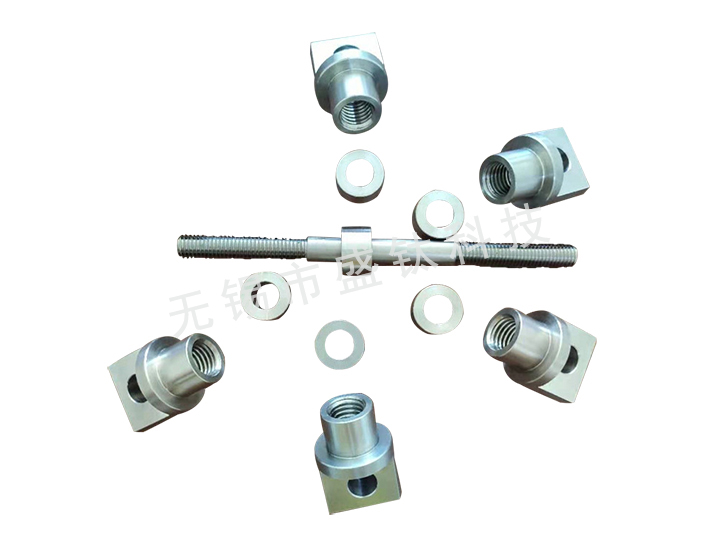
 相關(guān)產(chǎn)品
相關(guān)產(chǎn)品 Related Products
Related Products